
What to do about that pesky R-22 chiller: Part II
December 7, 2018 | By Dave Demma
In Part I, which appeared in HPAC October 2018, the various considerations prior to undertaking a chiller conversion were discussed. What follows is a simple (or maybe not so simple) step-by-step procedure for actually converting a R-22 chiller.
- Systems not operating properly with R-22 will not operate properly after the refrigerant conversion. A pre-conversion survey should be performed to ensure that system components should be checked for proper operation, and a list of any repairs should be assembled. Included in this survey should be a check of the system’s performance history. A system that has capacity issues on design high temperature ambient days might need an engineering review prior to the conversion. Any required repairs should be completed before or during the conversion.
- Approximately a week prior: If an oil change (mineral oil to POE) is required, do it now. Field experience has shown that levels of remaining mineral oil higher than 5 per cent can be tolerated while still providing adequate oil return, yet compressor manufacturers still recommend that the percentage of remaining mineral oil after the refrigerant conversion be less than five per cent.
- It would not be in anyone’s best interest to perform the refrigerant conversion, and find that a week later the system’s refrigerant charge was low. Prior to the conversion a complete system leak check should be performed, with all leaks properly repaired. In addition, elastomer seals have a tendency to leak after a conversion is performed. This is not due to an incompatibility issue, but due to the fact that elastomer seals will swell when in the presence of refrigerants. It turns out that R-22 has the most aggressive swelling influence on elastomer seals, so after the conversion the seal will effectively shrink (the conversion refrigerant will result in a seal that swells less that it did with R-22). For example, lab testing revealed a Neoprene W O-ring in the presence of R-22 and mineral oil swelled approximately 4.1 per cent. The same O-ring was then exposed to R-404A and POE, and the swell was reduced by 2.6 per cent. In addition, every elastomer seal will take a compression set once it is compressed in the valve or component that it is providing a seal for. Over time the seal will lose some of its resilience, preventing it from providing an adequate seal after the “shrinkage” takes effect. To avoid any potential leak after the conversion it is recommended that all elastomer seals be replaced. These would include any O-rings (oil level controls, hand tight flare caps), tetra seals (used in some older model solenoid valves, which have been upgraded to wolverine seals), Schrader valves, pressure regulating valves, brass filter-drier shells, receiver level gauges, and so on.
- Older model ball valves may not have leak proof caps. If available, leak proof caps should be acquired and installed. If not available, replacement of ball valves might be necessary.
- Recovery of used R-22 from system. An accurate estimate of the system charge should be made, and the necessary amount of clean/evacuated empty recovery cylinders should be on hand to accommodate the removal of the R-22. Cylinders should not be filled to more than 80 per cent of capacity.
- After replacing flow controls (if needed), replacing all filter-driers and oil filters (if used) and the system should be pressurized and leak checked. If no leaks are found, evacuate the system down to 250 microns, with confirmation the vacuum holds.
- While the system is being evacuated, it would be a good time to label the system with the new refrigerant. This might seem like an insignificant step, but imagine a technician taking a service call some weeks later and finding the system was low on refrigerant. Without knowing that a conversion had taken place, a technician might add R-22 to a system that has the appearance of still being an R-22 system. This is a potential costly situation that should be avoided and can be by simple labeling. If a log book is present, enter a summary of the work done during the conversion. After the system has been properly evacuated, the new refrigerant can be added, and ultimately the system restarted. After the system has reached a stable operating condition, record and compare system operating conditions with those taken during the initial survey. Any pressure sensitive devices such as pressure controls, compressor unloaders, pressure regulating valves and system controllers should be reset for the correct pressure corresponding to the new refrigerant.
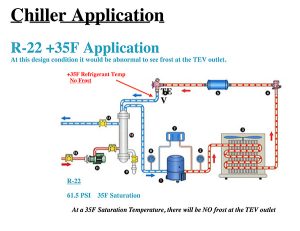
Figure 1
Finally, as most of these replacement refrigerants are high glide blends, the refrigerants should be charged as a liquid. Otherwise, due to the issue of fractionation (where the various components of the blend change states at differing rates), charging as a vapour will actually result in introducing a fractionated version of the refrigerant into the system, which will be a different configuration (per cent makeup of the various components) than how the refrigerant was originally blended.
All system TEVs should be checked for proper superheat setting and adjusted as required. If the refrigerant chosen for the conversion is a high glide refrigerant, then the technician will need to familiarize himself with the proper way to set superheat (and subcooling). Single component refrigerants such as R-22 will have a constant refrigerant saturation temperature at a given pressure.
I had a conversation recently with a contractor regarding R-407C chiller conversions. They were complaining there were issues with the R-407C and they were considering using another refrigerant for upcoming conversions.
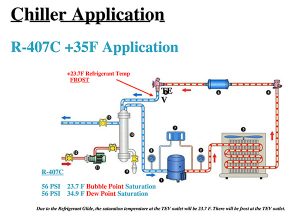
Figure 2
After listening to their experiences, it was determined their complaints were simply the result of not understanding the nature of a high glide blend.
Referring to Figure 1 (R-22 Chiller Application) and Figure 2 (R-407C Chiller Application) below, you will see a chiller application with a 35F SST. The pipe connecting the outlet of the TEV to the inlet of the chiller barrel will be at 35F. Because this is above the temperature which water freezes, there will be no frost on the pipe.
The same application with R-407C would have a dew point saturation temperature of 34.9F. This is the saturation temperature of the refrigerant where the last few molecules of liquid boil into a vapour. The bubble point saturation temperature, the point where the liquid first starts changing state into a vapour, is 23.7F. This is well below the temperature at which water freezes and it would be completely normal to see ice on the piping between the TEV outlet and the chiller barrel inlet.
The fact this section of piping had frost on it, whereas prior to the conversion frost was never seen on the piping, was the source of confusion/complaint. After the explanation was given that the glide was the culprit for the frost, the contractor was satisfied and happy. There were no other issues only the fact something was seen that was not seen before and it was mistaken as a problem. <>
 Dave Demma holds a degree in refrigeration engineering and worked as a journeyman refrigeration technician before moving into the manufacturing sector where he regularly trains contractor and engineering groups. He can be reached at ddemma@uri.com.
Dave Demma holds a degree in refrigeration engineering and worked as a journeyman refrigeration technician before moving into the manufacturing sector where he regularly trains contractor and engineering groups. He can be reached at ddemma@uri.com.

