
Variable speed ‘shuttle’ pumps for boiler protection
January 7, 2020 | By John Siegenthaler
Introducing a thermal clutch to protect a boiler from sustained flue gas condensation.
All boilers that burn hydrocarbon fuels (natural gas, propane, oil, wood, pellets) produce water vapour as a byproduct of combustion.
About half of the boilers currently sold in North America are “conventional boilers” with heat exchangers constructed of cast iron, steel or copper tube. They’re designed with the intent of being operated at conditions that do not allow this water vapour to condense, on a sustained basis, with a boiler’s heat exchanger.
The two italicized words in the preceding sentence deserve further attention. Just because manufacturer intend their boilers to operate at conditions that prevent sustained flue gas condensation does not mean that these boilers cannot operate under such conditions.
As one industry trainer once told an audience of aspiring hydronics professionals: “Any boiler can be a condensing boiler.” That statement drew its share of confused looks, but it’s 100 per cent correct. There is no such thing as a hydrocarbon-fuelled “non-condensing” boiler. Given a suitably low incoming water temperature, any hydrocarbon-fuel boiler will operate with sustained flue gas condensation. In addition to boiler corrosion, these conditions can quickly destroy galvanized steel vent connector piping and even masonry chimneys.
The word sustained is also important. All hydrocarbon-fuelled boilers experience intermittent flue gas condensation following a cold start. It happens because the combustion side of the boiler’s heat exchanger is well below the dewpoint of the water vapour in the exhaust gas stream. However, a properly designed balance-of-system allows a conventional boiler to quickly warm its internal surfaces above dewpoint, and thus evaporate that initial condensation and prevent it from reoccurring over the remainder of the burn cycle. Short-lived intermittent flue gas condensation is not a problem.
Staying above the dewpoint
The key to preventing sustained flue gas condensation is keeping the inlet water temperature above the dewpoint of the combustion gases whenever possible. Most “legacy” hydronic systems did this by selecting and sizing low thermal mass heat emitters that required water temperatures of 180F or higher to dissipate the boiler’s rate of heat production. However, many modern hydronic systems are designed around much lower water temperatures. In some cases modern hydronic systems also contain components having much greater thermal mass when compared to their finned-tube predecessors. A heated concrete floor slab is a good example. So is a system with a larger thermal storage tank.
Does that mean that conventional boilers cannot be used with low temperature heat emitters or high thermal mass systems? Absolutely not. There are plenty of options for mixing assemblies that reduce water temperature on the supply side of the system. However, as the North American hydronics industry sometimes painfully learned when radiant panel heating was resurrected in the 1980’s, it’s just as important to pay attention to what’s happening at the boiler inlet.
When a hydronic heating system contains lots of thermal mass there will be times when the rate of heat absorption by the balance-of-system (e.g. everything in the system other than the heat source) can absorb heat from circulating water at rates much higher than the heat output by that heat source.
A good example is when warm water is circulated through a cold concrete slab during a cold weather start up. Assume the slab is initially at 45F, and water at 110F is pumped into the embedded circuits at the same flow rate that would be present at design load.
Under such conditions the water exiting the slab will likely have a temperature of about 55F. That condition represents a temperature drop of 55F , almost three times greater than a typical design load temperature drop of 20F. Three times the △T at the same flow rate implies three times the rate of heat absorption.
That cold slab is acting like a ‘black hole’ for Btus. It’s sucking them off of the water stream much faster than the boiler can reload them, even when that boiler is running flat out.
If allowed to occur, this condition can return water to the boiler at temperatures well below the dewpoint of the exhaust gases. Copious condensation will occur. If you’re standing close to a gas-fired cast iron boiler operating under such conditions you might even hear condensate dripping from the bottom of sections onto the burner tubes. And this condition isn’t limited to gas-fired boilers. I’ve known of oil-fired boilers that have dumped multiple quarts of water on the floor when their combustion chamber door was opened after several hours of condensing mode operating. This is not what the boiler manufacturer intended.
Thermal Clutches
The only way to consistently protect against such a condition is to create a way for the boiler to thermally uncouple itself, when necessary, from that heat-guzzling balance-of-system. You’ll need what I call a ‘thermal clutch’ that can fully regulate the rate of heat transfer from the boiler to the balance-of-system.
In a vehicle, a mechanical clutch regulates mechanical energy transfer from the engine to the drivetrain. When the clutch pedal is fully depressed, the engine and drivetrain are uncoupled. When the clutch pedal is partially depressed there is some mechanical energy transfer from the engine to the drivetrain. When the clutch pedal is fully out, there is maximum coupling between the engine and drivetrain. The latter condition allows the drivetrain to receive mechanical energy at the same rate the engine is creating it.
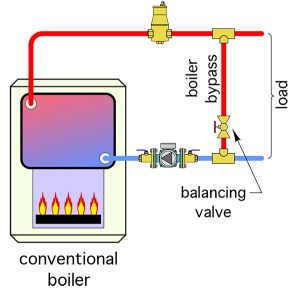
Figure 1
A thermal clutch is analogous to a mechanical clutch. The difference is that it regulates the transfer of thermal energy rather than mechanical energy.
To consistently protect a boiler from sustained flue gas condensation a thermal clutch must provide both of the following functions:
Function #1: It must sense and react to boiler inlet temperature.
Function #2: It must allow the boiler’s heat output to be fully uncoupled from the load when necessary.
There are several piping assemblies and associated controls that can provide both of these functions. There are also piping assemblies that some practitioners assume provide these functions, but in reality fall short.
Misunderstood
Two piping assemblies that have been used in North American hydronics for decades, and sometimes for the wrong reasons, are shown in Figure 1 and Figure 2. These piping assemblies are called “boiler bypasses.” The one in Figure 1 bleeds what is assumed to be hot water from the boiler outlet through the bypass pipe, forcing it to mix with cooler water returning from the distribution system. A balancing valve is used to adjust the bypass flow rate. The assembly in Figure 2 uses a dedicated circulator to create the bypass flow.
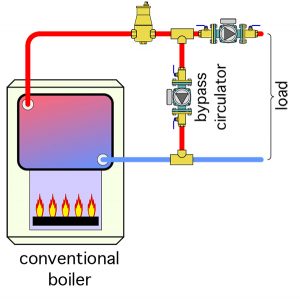
Figure 2
For decades these piping assemblies have often been viewed as capable of passing sufficient hot water from the boiler outlet into the lower tee, where it mixes with water returning from the load to boost boiler inlet temperature above the dewpoint of the flue gases. In some systems, those with high-temperature/low mass heat emitters, and generously oversized boilers, these piping assemblies usually worked acceptably well to limit flue gas condensation. They also reduced thermal shock to cast iron boilers.
Still, as hydronic systems evolved towards low-temperature/high mass characteristics, neither of these piping assemblies was able to satisfy the two previously stated and required functions. Neither could react to the boiler inlet temperature, and neither could fully uncouple the boiler from the load when necessary.
Consider what would happen with either of these piping assemblies when the water temperature returning from the load was 95F. Assuming a typical boiler flow rate, the temperature rise across the boiler would be about 20F. That makes the “hot” water leaving the boiler 110F. Question: How do you mix 110F water with 95F water at the lower tee to produce the 130F water needed to prevent flue gas condensation?
Answer: You can’t. It’s impossible.
The bottom line: Boiler bypass piping, as shown in Figures 1 and 2 cannot consistently protect conventional boilers from operating with sustained flue gas condensation.
A simple rearrangement
Given this deficiency, one might assume that making the boiler bypass circulator in Figure 2 a variable speed circulator that responds to boiler inlet temperature would remedy the situation. It would satisfy function #1, but not function #2/
Fortunately, a simple modification of the piping in combination with a temperature-regulated variable speed “shuttle” circulator can provide both functions needed to prevent sustained flue gas condensation. That modification is shown in Figure 3.
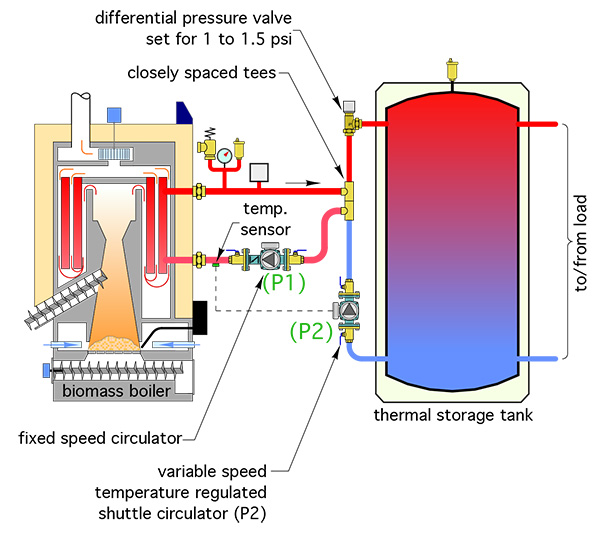
Figure 3
The load in Figure 3 is a large thermal storage tank. An example would be a multi-hundred gallon tank heated by a pellet boiler or cordwood gasification boiler. When such a tank has not received heat for an extended period, it represents a very significant cool thermal mass.
When the boiler in this system is called to operate, circulators (P1) and (P2) are both powered on. Circulator (P1) establishes a fixed flow rate through the boiler. The variable speed shuttle circulator (P2) monitors boiler inlet temperature. When that temperature is below a preset value (typically around 130F for gas-fired boilers, or 140F for cordwood gasification boilers) the variable speed shuttle circulator is powered, but its motor remains off. Under this condition the flow created by circulator (P1) does a U-turn at the closely spaced tees and returns to the boiler. This prevents all but a trickle of heat transfer between the boiler and load, effectively uncoupling the two.
As the boiler inlet temperature rises above the setpoint the shuttle circulator speed increases allowing increased heat transfer to the load. When the boiler inlet temperature climbs to 5F or more above the setpoint the shuttle circulator is operating at full speed. If some condition then causes the boiler inlet temperature to drop toward the setpoint the shuttle circulator slows to reduce the rate of heat transfer. This action allows the heat produced by the boiler to be shuttled to the load, but doesn’t allow the load to “dominate” the process by creating a rate of heat absorption greater than what the boiler can sustain. The “thermal clutch” is being perfectly controlled.
Not so fast
The above description assumes that the shuttle circulator is completely off when the boiler inlet temperature is below the preset temperature threshold. There are some circulators with integral temperature controllers, as well as circulators that can be regulated by eternal controllers, that will operate this way. However, some variable speed circulators must operate at a minimum speed whenever they are powered, which would be any time the boiler is called to operate. In this case, it’s important to have a device that provides some forward opening resistance in the load circuit to prevent flow when the circulator is at minimal speed.
A differential pressure valve set to a forward cracking pressure of 1 to 1.5 psi can usually provide this requirement. That valve, shown in Figure 3, will also fully close to prevent reverse thermosiphoning from the tank through the boiler piping when the boiler and circulators (P1) and (P2) are off.
There are several other piping assemblies and associated controls that can protect conventional boilers from sustained flue gas condensation. They include systems using motorized 2-way, 3-way and 4-way mixing valves, and systems with specifically-configured thermostatic mixing valves. Designers contemplating use of such assemblies should remember that consistent boiler protection requires these assemblies to provide both of the following functions:
Function #1: It must sense and react to boiler inlet temperature.
Function #2: It must allow the boiler’s heat output to be fully uncoupled from the load when necessary.
