
Dealing with the Products of Combustion Part II
October 15, 2019 | By Robert Waters
Dealing with liquid condensate must be done properly to avoid damage to the building, problems with appliance operation and angry customers.
In Part I of “Dealing with the products of combustion” in HPAC August 2019, we looked at the options and challenges when dealing with flue gas from a condensing appliance. This issue we continue looking at this topic with a focus on the other product of combustion from a condensing appliance that must be dealt with: liquid flue gas condensate.
Contractors who install gas-fired condensing boilers know that dealing with condensate is often a big challenge, especially when retrofitting new modern condensing appliances into old buildings that may have limited access to drainage and old drainage pipes.
Dealing with liquid condensate must be done properly to avoid damage to the building, problems with appliance operation and angry customers. Let’s start with a little chemistry lesson.
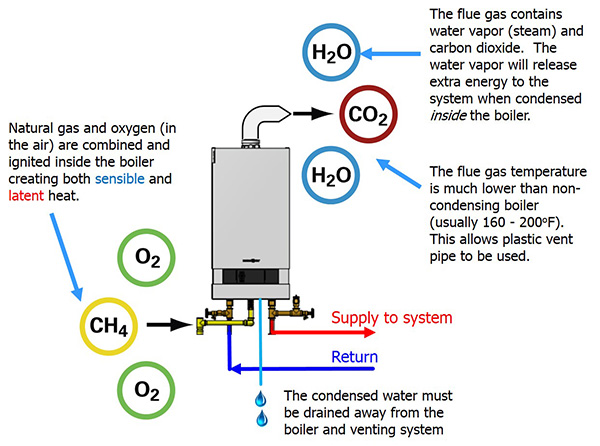
The combustion process is simply a chemical reaction that combines natural gas (CH4) and oxygen (O2) and ignites them inside a condensing boiler. The resulting chemical reaction produces a flame and large amounts of sensible and latent energy. The sensible energy is released directly to the combustion chamber from the heat of the burner flame. The latent energy is locked up in the water vapour (H2O) of the flue gases. In any chemical reaction such as combustion, the elements that go in are the same as those that come out. They are however arranged differently. Going into the combustion process are four oxygen molecules, four hydrogen molecules and one carbon molecule. Coming out in the flue gases are exactly the same molecules, just rearranged into carbon dioxide (CO2) and water (H2O). You are probably having high school flashbacks by now so enough chemistry!
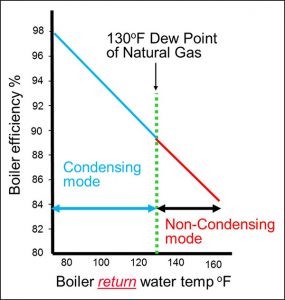
Condensing boiler operating modes (c/o Graphics Solar Water Services Inc.)
Condensing boilers achieve higher efficiencies than standard boilers by capturing a large portion of the energy contained in that high temperature water vapour. By condensing the water vapour inside the boiler’s heat exchanger, we can release the latent energy and make use of it before it escapes up the chimney. The condensing process is maximized by passing the hot flue gases through the heat exchanger where the cooler return water flows back into the boiler.
Since over 10 per cent of the energy contained in the natural gas is in the form of latent energy, the result is that a condensing boiler can achieve efficiencies upwards of 98 per cent. The exact efficiency will vary, and is dependent on what water temperature the boiler is being operated at. Flue gas starts to condense when the boiler return water temperature drops below the dew point of 55C/130F. The lower the return water temperature, the more condensation, the higher the efficiency. That is why condensing boilers work so well with low temperature, high mass radiant floor heating systems.

The effects of acidic condensation on a cast iron floor drain (c/o Axiom Industries)
When a condensing boiler is working optimally the result is a much lower flue gas temperature, and lots of condensed water. Both must be disposed of, and last month we looked at the issues of low temperature flue gas disposal. Here we will take a closer look at how to deal with disposing of the liquid flue gas condensate. Let’s start by looking at some facts about flue gas condensate. First, there is potentially a lot of it to deal with. A rule of thumb is that when the boiler is operating in fully condensing mode, approximately 3.8 liter/1 usg per hour of condensate is produced for every 100,000 Btus of input. Of course, the amount will vary with boiler operating temperature, and will stop completely if the boiler is operated at high water temperatures. Second, flue gas condensate is basically distilled water, but it is very acidic. It contains concentrations of nitric, sulfuric, and hydrochloric acids and will have a pH value in the range of 3.8 to 4.5. This acidic water can cause serious damage to piping systems, sewage systems, septic systems and other items it may come in contact with, especially metals such as copper, steel and cast-iron.
Condensing boilers incorporate a condensate drainage line connected directly to the bottom of the heat exchanger. To keep flue gases from also exiting out this line, an internal P-trap will be installed in this drainage line. After passing through the P-trap the condensate will drain away by gravity from the boiler, either directly into a floor drain in the mechanical room, or into a condensate removal pump to be pumped to a different location.
A malfunctioning condensate disposal system can cause serious problems that can result in a no-heat call or water damage to the building. When the condensate is not able to flow away freely from the boiler, it will back up and flood the combustion chamber. This will eventually block the flow of flue gas or rise to the level of the flame sensor, and will result in a burner lock-out. Now you will get a no-heat call from an unhappy customer.
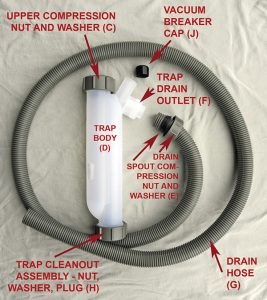
A typical boiler P-trap (c/o IBC Boilers)
Most appliance P-traps are designed to be easily disassembled for cleaning, and this must be done on a regular basis. The P-trap will tend to accumulate debris, so regular maintenance is the first and probably the most important step in keeping the condensate drainage system functioning properly. Ideally a floor drain is located close to the appliance allowing for easy gravity drainage of the condensate water. Floor drains are not always available however, and are not always close to where they are needed. Running a drain pipe a long distance across the floor or through the wall into the basement shower is not always going to be popular with the customer.
Condensate removal pumps offer the best solution when a floor drain is not readily available, as they work well in tight spaces and allow the condensate to be pumped vertically or horizontally to wherever a convenient drain is found. Take the time to fully discuss all of the condensate disposal options with the customer, so they are fully on board with whatever path you decide is best.
Regardless of where the condensate goes, care must be taken to avoid the corrosive effects that condensate can have on metals. Older buildings with cast iron sewer drain pipes and cast iron drain covers must be protected from the acidic condensate as damaging corrosion will occur rapidly.
Condensate neutralizers are available to increase the pH of the condensed water to acceptable levels, which effectively neutralizes the acid in the condensate before it goes down the drain.

A condensate line piped to a shower drain
In some jurisdictions neutralizers are mandatory – check with your local building department. Neutralizers work by running the flue gas condensate through a bed of alkaline limestone chips or pellets. Over time the limestone media dissolves and must be refilled.
Condensate neutralizers must be serviced on a regular basis to keep them functioning properly. The best way to check if the neutraliser is working properly is to test the treated condensate with a pH meter. If not serviced, they will stop providing protection from acidic condensate, and can get plugged or fouled up over time. Ensure that the customer is aware of the service requirements of the neutralizer.
With both floor drains and condensate pumps, problems occur when the liquid cannot drain properly from the boiler. Under sizing the condensate line from the boiler to the drain can be one reason that this occurs. When sizing these lines, some contractors underestimate the amount of condensate liquid that comes from a condensing boiler. A ½ in. line may be fine for an AC unit, but a minimum of ¾ in. pipe size is usually recommended for a heating boiler. Condensate lines are typically PVC or PEX pipe.

A condensate removal pump (c/o Solar Water Services Inc.)
Lack of flow can also result when there is no atmospheric vent in the condensate line. With no vent, a double trap can be created in the line which will eliminate the natural gravity siphoning. It is important to always provide an air gap between the drainage pipe and condensate disposal system.
A trick some contractors use is to install a tee in the line from the appliance with one side open to the air to keep the condensate line vented and flowing properly. With floor drains, problems can occur when the line is pushed too far down into the drain. There must always be an air space between the end of the pipe and the water level in the drain, so if a pipe is stuffed too far into the drain the liquid will not flow properly and will back up into the boiler.

A condensate neutralizer installed in a boiler retrofit project (c/o Solar Water Services Inc.)
This can also happen when using a condensate pump, as the condensate line from the appliance must not be stuffed too far into the reservoir of the pump. Condensate liquid will also back up into the appliance if this happens. For both floor drains and condensate pumps a good practice is to be able to see the liquid drip from the pipe end into the drain or reservoir.
Dealing with the products of combustion from high efficiency equipment must be done very carefully to avoid building and appliance damage and nuisance breakdowns. Contractors have the responsibility to closely examine the unique requirements of each project, and provide the best long term solution for the customer.

An atmospheric vent Tee installed in condensate line from boiler (c/o Solar Water Services Inc.)
Take the time to discuss the condensate drainage options with the customer and make sure they are aware of the service requirements. When quick or inexpensive solutions are used, problems often occur that result in expensive equipment and building repairs for the owner. Everyone should strive to make sure this does not happen by doing it right the first time.

