
Evacuation Plan
March 19, 2024 | By Dave Demma
Mastering the vacuum pump, the technician’s key to efficient system charging.
One of the more valuable tools in the technician’s arsenal is the vacuum pump; its function is to remove air and water vapour from the system prior to charging it with refrigerant.
During evacuation the vacuum pump accomplishes the following:
(1) creates a pressure differential between its inlet and the higher vapour pressure inside the system, allowing for the vapour to flow to the pump inlet, and
(2) reduces the system pressure to a point where any water that might be present will boil into a vapour. (Keep in mind that a vacuum pump is a vapour pump only; it will not remove water in the liquid form).
Pressure Measurements
Every fluid has a distinct pressure-temperature relationship whereby the saturation (boiling) temperature can be precisely determined for a given pressure. It becomes more complicated when discussing air pressure (in relation to system evacuation) as there are several pressure scales that must be used.
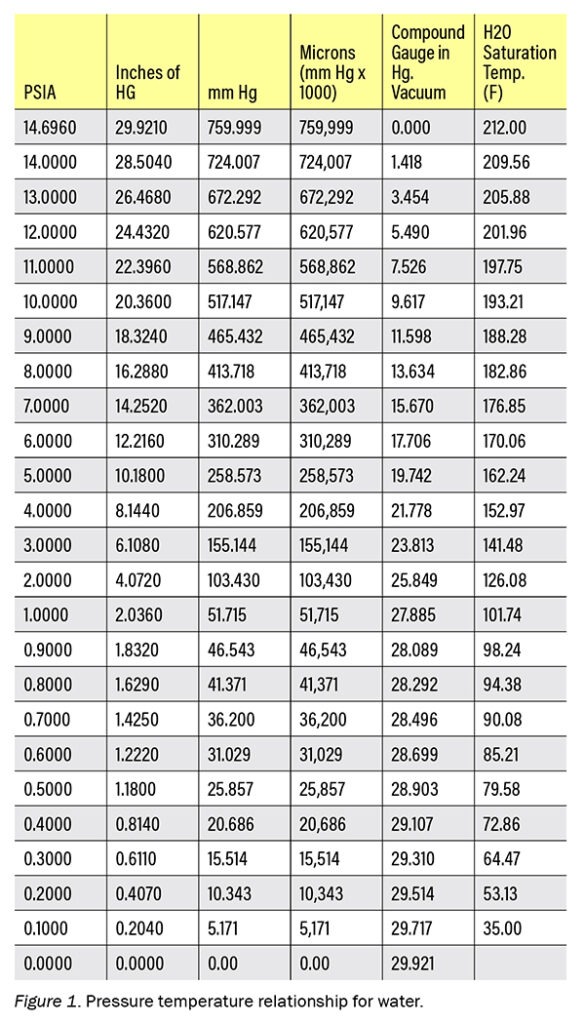
Figure 1 (below) shows the pressure-temperature relationship for water, with the pressure being expressed in the various units of measurement described here:
PSI: The technician’s gauge manifold set consists of a high side gauge and low side (compound) gauge. The high side gauge and the portion of the low side gauge at 0 or above are expressed in psig (pounds per square inch gauge). The gauge pressure reading is simply that, the pressure which the gauge is reading; a partial pressure which shows how far above atmospheric pressure the reading is. Converting psig to psia (pounds per square inch absolute) is done by adding atmospheric pressure to the gauge pressure reading; 14.7 psi at sea level.
Inches of HG: A barometer is a device used to measure atmospheric pressure. It is constructed from a glass tube sealed at the top, open at the bottom, with the bottom sitting in a mercury puddle. A vacuum occupies the portion of the glass tube above the mercury. Atmospheric pressure at sea level will support a column of mercury 29.92 inches high in the tube. This is where the term inches of mercury (Hg) comes from.
Inches of Vacuum: The portion of the compound gauge below 0 psig is used to express a system pressure less than atmospheric pressure. Its unit of measurement is inches of Hg, but is expressed as inches of vacuum. Rather than being a measurement of pressure above absolute vacuum, it is a measurement of where the pressure is in relationship to 0 psig or atmospheric pressure. A reading of 10-in. vacuum on the compound gauge would indicate that the system pressure is 10-in. Hg. below 0 psig (atmospheric pressure). The conversion between psi and inches Hg is roughly 2:1; 10-in. Hg is equivalent to 5 psi, meaning that the system pressure is approximately 5 psi below whatever atmospheric pressure is.
mm Hg/Microns: The compound gauge is only accurate down to 29-in. Hg (at best) and should never be used to determine the system pressure while evacuating. The English Standard system of measurement is not particularly convenient when discussing vacuum; the inch is too large of a measurement. When discussing deep vacuum (between 29-in. Hg and 30-in. Hg) the unit of measurement used is mm Hg. At sea level, atmospheric pressure will support a column of mercury 760 mm high (there are 25.4 mm per inch). To further simplify the small measurements required in reading accurate vacuum, mm is broken down to 1/1000 of a mm, or a micron.
Conversion between units of measurement:
- 1 inch equals 254 millimeters
- 1 millimeter equals 1,000 microns
- 1 psi equals 2.036 inches of Hg
- 760 millimeters Hg equals 29.92 inches Hg
- 29.92 inches Hg equals 14.696 psig
- 29.92 inches Hg equals 0 inches vacuum
Vacuum Measurement and Parameters
“Blow and Go,” the practice of purging newly installed piping (or a recently serviced system) without evacuation is never an adequate method of ensuring that air and/or water have been removed from the system.
Evacuation is required, and the triple deep evacuation method is generally considered to be best. This will ensure any water present in the system will boil into a vapour and be removed along with any air that is present.
Deep evacuation means a final reduction in system pressure to 500 microns (some recommend 250 microns). Triple evacuation means three steps of evacuation:
(1) down to 1000 microns, breaking the vacuum with dry nitrogen and a trace amount of refrigerant for leak testing;
(2) again reducing system pressure to 1000 microns, and similarly breaking the vacuum once again; and
(3) a final evacuation down to 500 microns.
A true electronic micron gauge should be used to measure the pressure in the system during evacuation. It should be vertically connected to the top of the piping and should never be exposed to large bursts of pressure.
While the vacuum pump should be connected to the low and high side of the system to minimize evacuation time, the micron gauge location should be some distance from either of these connections.
This will ensure that an accurate system pressure is being measured.
Once 500 microns is achieved, the vacuum pump should be valved off and shut down. The system should sit anywhere from 15 minutes (for a small system with short piping runs), to several hours for a large commercial/industrial system.
If the pressure rises to the 1500 micron level it would suggest that water is still present in the system, with the increase in pressure the result of that water boiling.
If the pressure increases to something near atmospheric (or at least to a pressure higher than the corresponding pressure for a saturation temperature equivalent to the ambient temperature) this would suggest that the system has a leak, with the pressure increase a result of air entering the system.
Starting the evacuation process
The vacuum pump will only reduce the pressure in the system to the pump’s minimum pressure achieved less the pressure drop in the connecting line between the pump and the system piping. Therefore, the path between the system piping and the vacuum pump should be as unrestricted as possible.
In addition, pressure drop experienced in the connection between the vacuum pump and the system piping extends the required time to reduce the system pressure to 500 microns.
Since a micron gauge is in use there is no need for a gauge manifold set; it will offer restriction to vapour flow to the vacuum pump. Consider using copper tubing (3/8-in. ODF or larger) to connect the vacuum pump to the system piping and keep them short as possible. (If using hoses, make sure they are large diameter, suitable for evacuation, and free of leaks).
Never connect the vacuum pump to an access fitting with a Schrader Valve; remove the Schrader Valve during evacuation and replace when complete.
A vacuum pump capable of reaching 500 microns is in good shape; a vacuum pump incapable of reaching 500 microns needs attention.
All line valves, compressor service valves, etc. should be opened.
Any normally closed control valve (solenoid valve or pressure regulator) should be manually opened before starting the vacuum pump.
Do not attempt to leak-check the system while it is in a vacuum. Leaks will be difficult to locate, and if present they will allow air into the system.
If you plan to run the vacuum pump overnight, install a full port direct acting solenoid valve in the piping between the vacuum pump and the system. Use a 120 V coil and plug it into a wall outlet. If a power failure occurs, the solenoid valve will close, allowing the state of vacuum to remain.
A vacuum pump that is too small for the size of the system will result in an extraordinarily long amount of time to complete evacuation. For proper vacuum pump sizing based upon system capacity, refer to the recommendations in Figure 2 (right).
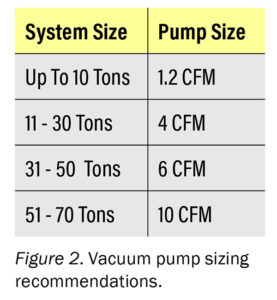
Figure 2. Vacuum pump sizing recommendations.
Never base whether system evacuation is complete on the amount of time the vacuum pump has been operating. Evacuation is complete only after the pump has reduced the system pressure to 500 microns, and the system maintains that pressure after the pump has been shut down.
Vacuum Pump Maintenance
Contaminants removed during evacuation will be trapped in the vacuum pump oil. On large systems requiring extended time for evacuation, vacuum pump oil should be monitored during evacuation. If it becomes noticeably discoloured or appears watered down, it should be replaced.
Use only certified vacuum pump oil; it is specifically designed to have a low vapour pressure (5 microns) at 100F (at a pressure of 5 microns the oil boils at 100F. The vacuum pump cannot achieve a pressure lower than the vapour pressure of its own oil.
In a perfect world the vacuum pump will receive the following maintenance:
(1) pump oil drained immediately after each use (while the oil is warm);
(2) refill with new oil and run for 2-3 minutes;
(3) drain again, and refill;
(4) close pump inlet valve and replace all pump seal caps.
Every time a system is opened for service, the liquid filter-drier should be replaced.
The vacuum pump will only remove contaminants such as acid if they are present as a vapour. After a hermetic motor burn, you should expect that the majority of acid will still be present after replacing the compressor and evacuating the system. Appropriately sized filter-driers will be required to remove these destructive contaminants.
With the system leak free, contaminant free, evacuated, and equipped with the appropriately sized suction filters and liquid filter-driers, it is now ready to be charged with refrigerant, started, and commissioned.
And with the proper maintenance, a long healthy life should ensue. <>
 Dave Demma holds a degree in refrigeration engineering and worked as a journeyman refrigeration technician before moving into the manufacturing sector where he regularly trains contractor and engineering groups. He can be reached at ddemma@uri.com.
Dave Demma holds a degree in refrigeration engineering and worked as a journeyman refrigeration technician before moving into the manufacturing sector where he regularly trains contractor and engineering groups. He can be reached at ddemma@uri.com.
